製程, 在NAV中影響工單排程也影響工單完工的時間點...
在NAV中, 對現場生產線的工時如下圖所示安排(原圖出自NAV使用手冊):
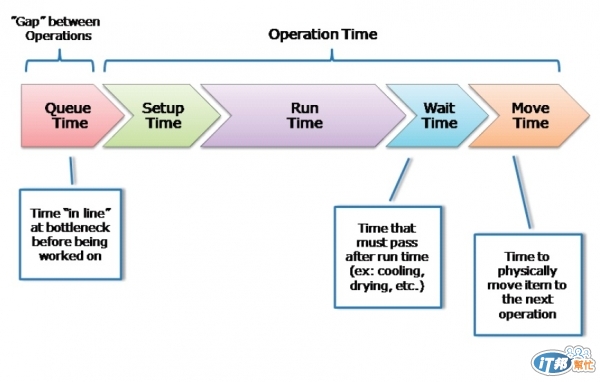
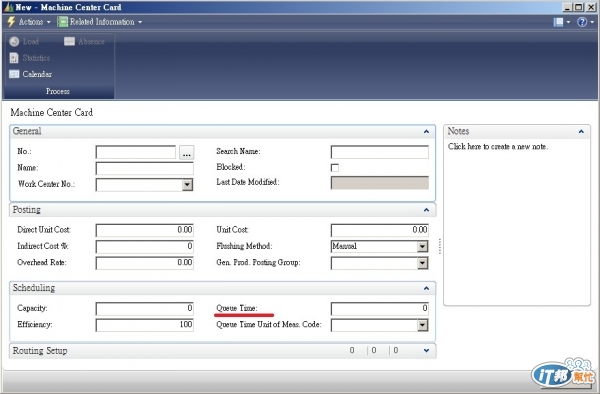
Queue Time, 這是在工序間的差異時間, 也就是在上一工序把半成品交到下一工序時, 下一工序為了能夠開始生產而發生的等待時間. Queue Time定義在Machine Center中, 如下圖中的紅線部份.
Setup Time: 設定時間, 生產線為了要能進行生產的調整生產線的時間
Run Time: 正式生產時間, 實際投入生產的時間
Wait Time: 在正式生產結束時的結線時間, 可能用於清理生產過程的癈棄物等等...
Move Time: 移轉時間, 將生產線完成的料品移轉到下一個工序的時間.
以上四個時間是在Routing中設定...
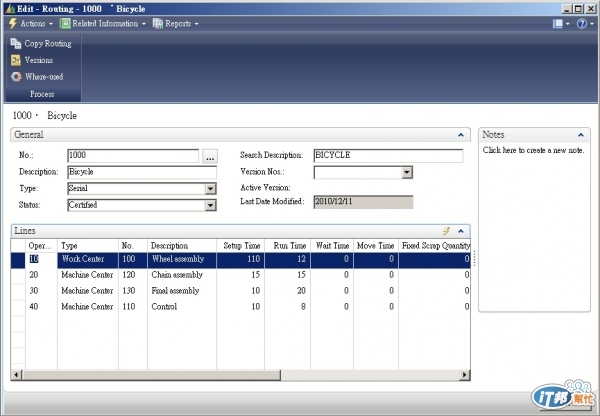
Routing中設定了生產某項產品所用到的工序, 以及各工序的Setup Time, Run Time, Wait Time及Move Time.
而這些時間單位都是以生產一個批次為基準計時, 將會影響工單的排程與實際投產和完工的時間點.
途程,好像在實務上都是料品別(產品別)的途程。
之前待傳統產業,一個斷階,約在10個製程之內。但是因應產品別少量多樣,常常是
大同小異的產品,製程差異一點點,有時是先後順序,有時是少1,2個製程。
甚至,也有同料號,不同途程。
然後再配合這種各式各樣的lead time(前置時間),user說因為資料太多,請mis協助建檔。
像NAV, 有大量快速copy修改的功能嗎?之前,就是轉excel給user 確認,確認完,我們再轉入database,NAV 允許mis 轉資料到db嗎?
這些lead time,基本上是經驗值,理論值,在實際跑單時,會回饋現場流程實作業的時間,
來精進 更準的leadtime,有時user,不愛key 這些時間,然後只能 根據經驗值 mrp展開,
物料需求展開,user又說推算的時間,不準,而沒法用。貴公司這段會如何處理呢??
"一個批次",這個描寫很好,不帶單位,可以是PCS, 或SET, 你們大約用多長的時間,來做一個cycle time。一批,總要有一個單位時間。而產品間除非性質差異太大,不然單位時間應該一致。
同理,那些lead time,也是定義在這個批量之下。
可以由Excel直接抛入NAV DB, 介面都是系統本來就有的功能.
一個工序一個批次的Cycle time...平均大約15分鐘...應該有10分鐘, 有的20分鐘左右. 因為是傳產, 還以人工為主力, 沒那麼自動化, 所以, 相同的產品, 今天花了10分鐘, 明天搞不好要15分鐘...


 iThome鐵人賽
iThome鐵人賽